一、概述
偏心仪在焊条厂用于对Φ2.0、Φ2.5、Φ3.2、Φ4.0、Φ5.0、Φ5.8,直径是(磁性)非磁性焊芯的电焊条偏心测量。可用于生产线上偏心检测,以便涂粉机头的调整以及实验室、检验科室对焊条偏心的测量检定。
磁性(非磁性)焊芯的电焊条偏心度
|
磁性焊条(碳钢等) | 非磁性焊条(不锈钢等)
|
焊条直径Φ2.0、Φ2.5、Φ3.2、Φ4.0、Φ5.0、Φ5.8mm 功耗小于:8W 测量精度:±0.005m 分度值:0.005mm | 焊条直径Φ2.0、Φ2.5、Φ3.2、Φ4.0、Φ5.0、Φ5.8mm 功耗小于:10W 测量精度:±0.005m 分度值:0.005mm |
|

| 
|
二、原理:
两传感探头采用涡流探头将各自检得的电流信号经差分后,送交直流变换器,再经放大后,用二次仪器显示出来,进行焊条偏心的判别。
如焊条不偏心,两探头检得的信号相等,差分后为零,输出也就为零。
三、参数性能:
使用电源:AC 220±10V
功耗小于:10W
指针范围:±0.30mm
测量精度:±0.005m
分度值:0.005mm
环境温度:0℃~40℃
仪器重量:3kg
四、使用方法
1.将电源插入带地线的三孔插座,打开开关,指示灯亮。
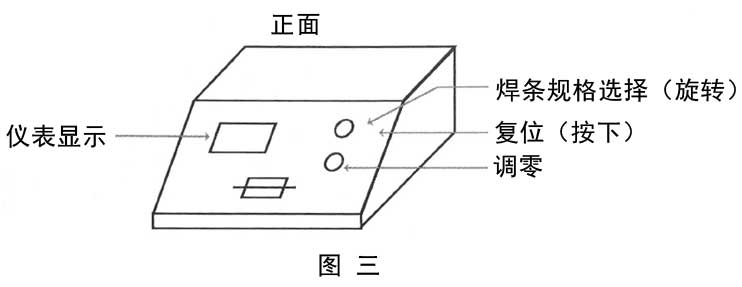
2.将仪器面板右上方的规格选择按至被测焊条相应规格指示位置,调节平衡电位器,使指针指向零位。
3.将焊条置于支架上,慢速旋转一周并观察表头指针,左右偏摆的MAX值之和为焊条的偏心值(仪表的分格为0.01mm)。
国标GB/T 5117(5118)中规定φ2.5以下的焊条偏心度不大于7%为合格品,φ3.2、φ4.0的焊条偏心度不大于5%为合格品,φ5.0以上的焊条偏心度不大运4%为合格品。
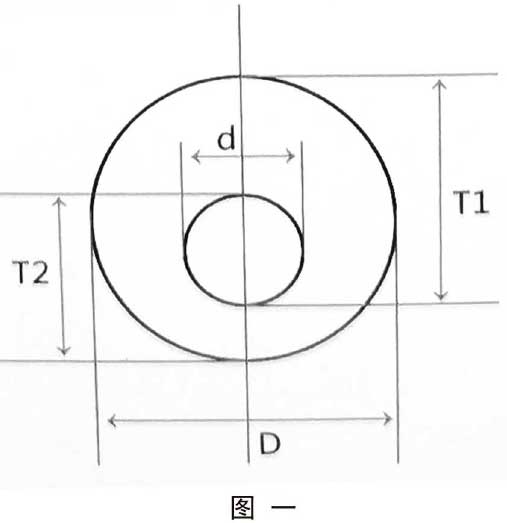
偏心度与偏心值的换算:
焊条偏心度=2△/(D+d)
=2(T1-T2)/(T1+T2)
其中:
△:指针左右偏摆MAX值之和
D:被测焊条药皮外径
d:被测焊条焊芯直径(见图一)
5、焊条规格的选择及标定:
A.标定焊条
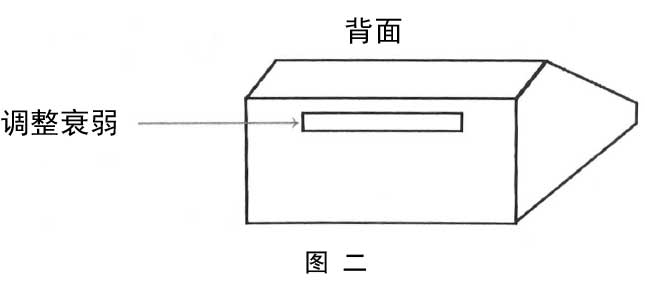
先将仪器电源接通,打开开关,调节调零电位器,使输出指示为零,将标定焊条置于支架上,并转动焊条,使左右指示为报告书中的标称值,如有差别请打开后板,按照从左到右,从小到大调整衰减电位至与之相符。(图二、图三)
A.所测焊条
先将仪器电源接通,打开开关,调节调零电位器,使输出指示为零,将所测焊条置于支架上,并转动焊条,并转动焊条使指示仍为零,用一已知厚度的平坦非金属片(如纸,一般用厚度为10mm左右),在前后传感器的钨钢与焊条间插入,偏左偏右的指示之和应与插入的非金属片厚度相等,如有差别,请调整衰减电位器与之相符(图二、图三)。
五、注意事项:
1.本仪器不应在强磁场或有腐蚀性气体的环境中工作,不将铁磁材料靠近探头。
2.测试时环境温度不应有明显变化,相对湿度要低。
3.本仪器安放平稳,不应有强烈震动。
4.表左右指示不对称太大时,可将探头外壳的螺钉松开调整耐磨材料的位置,重新校验后即可使用,涂层的不完全呈圆形,也是造成电表指示不对称的原因。
5.测试时应缓慢转动,否则测出的数值不为MAX偏心值。
6.针左摆,焊芯偏后。
7.本仪器在经长途运输后须重新标定。
8.本仪器在使用一段时间后须重新标定。(周期�一般为30天左右)
9.用焊芯在本仪器上测试有偏心属正常。
 2025-11-20
2025-11-20
 [92]
[92]